

耐高温<1380℃、高硬莫氏<9、附着力>30Mpa、耐磨防刮伤、抗氧化/还原、耐酸碱盐雾、长时效稳定。

绿色环保
该产品属于无机玻璃态材料、环保无污染。
工艺多样
A)涂层工艺可选择喷涂、刷涂、辊涂、浸涂及丝网印等;
B)熔接工艺可选择隧道炉、马弗炉及工业烤炉等。
久耐高温
根据不同牌号产品,涂层可达500~900℃,>2000小时时效。
抗刮伤强
可达1500HV/10Kg/30S。

高附着力
因基材与涂料是熔接机理完成,其附着力可达30Mpa以上。

高耐候性
无机玻璃态材质,抗氧化、耐酸碱,耐盐雾、耐紫外光,在各种环境中长期稳定。
1. 涂料参数
| 产品外观 |
粘稠液体(颜色可调) 目前涂料颜色有蓝色/浅黄/深黄/ 铁红/绿色/黑色/白色等 |
| 固含量 | 70~80% |
| 涂层细度 | ≤35μm |
| 涂层施工 | 100~200目丝网/或喷涂 |
| 产品粘度(mPa·s) | 10000-12000或用水稀释 |
2. 工艺参数
施工工艺:3枪喷涂
| 牌号 | 烧结温度 |
耐温时效 (>2000小时) |
| T400 | 450-500°C | ≤500°C |
| T500 | 500-600°C | ≤600°C |
| T600 | 600-700°C | ≤700°C |
| T700 | 700-800°C | ≤800°C |
| T800 | 960-1080°C | ≤900°C |
3. 涂层参数
| 涂层附着力 | 涂层硬度 | 干膜厚度 |
| ≥30Mpa | 莫氏>5度,>9H | 25~60μm |
以上参数仅供参考,具体以实际应用为准(因工艺和基材实况有关系)
1. T系列铁基高温涂料与其他高温涂料的性能对比:
|
涂料 类型 |
常规丙烯酸 与环氧涂料 |
有机硅 涂料 |
有机氟 涂料 |
水性陶瓷 涂料 |
金属搪瓷 |
T系列铁基 高温涂料 |
|
干燥成型 温度 |
常温或 180℃ |
室温或者 150-250℃ |
室温或者 150-250℃ |
200℃ | 850℃ | 500-700℃ |
| 硬度 | HB-2H | HB-2H | HB-H | HB-3H | ≥6H | 莫氏>5度,>9H |
| 耐温性 | ≤180℃ | ≤300℃ | ≤300℃ | 400℃ | 400℃ | ≥500℃ |
| 柔韧性 | 好 | 好 | 好 | 差 | 差 | 一般 |
| 耐水 | 好 | 好 | 好 | 差 | 好 | 好 |
| 耐溶剂 | 差 | 差~好 | 差 | 好 | 好 | 好 |
| 耐酸碱 | 差 | 差 | 好 | 差 | 差 | 好 |
| 成本 | 低 | 高 | 高 | 适中 | 低 | 适中 |
2. T系列铁基高温涂料与其他高温涂料的优缺点对比:
|
高温涂料 类型 |
主要成膜物 | 优 点 | 缺 点 |
|
有机硅 涂料 |
有机硅树脂 |
附着力好、施工简便、 成本低、光泽高、外观好, 绝缘性好,有一定的耐腐蚀性。 |
耐温性能不足(250℃以下), 高温发软、发烟、燃烧, 耐沾污、耐溶剂、耐腐蚀性能不足。 |
| 氟碳涂料 | 氟碳树脂 |
疏水疏油、耐沾污性能好, 耐腐蚀、抗老化、 化学温度性高。 |
耐温差(180℃以下),高温发软、发烟、燃烧, 硬度低,抗划伤性能差,施工不便, 工艺要求高,成本高。 |
| 粉末涂料 |
粉末型聚酯 环氧树脂 |
力学性能好,附着力高、 硬度、耐磨、耐冲击性好, 隔绝水汽、防氧化、 耐腐蚀性高。外观丰满度好。 |
耐温性能差(180℃以下), 高温发软、发烟、燃烧。 需要专门的施工工艺设备。 |
|
水性陶瓷 涂料 |
纳米无机 氧化物 |
耐高温、耐腐蚀、耐老化、 耐沾污、不燃、 硬度高、耐磨。 |
不能耐太高温度(400℃以下), 光泽丰满度度差,施工工艺不便 (基材需要喷砂处理、双组份需要预先混合熟化, 工件需预热处理,否则易流挂), 柔韧性差,抗冷热冲击差,不能重涂。成本略高。 |
|
T系列铁基 高温涂料 |
无机高温 粘接剂 |
耐高温(长期耐400~1000℃) 耐腐蚀、耐老化、耐明火、 硬度高(9H)、 耐磨,可重涂、易施工。 |
柔韧性一般,不抗机械冲击, 需要550℃以上高温烧结。 |
传统涂层施工工艺与T系列新型熔接涂层施工工艺对比:
新型熔接涂层工艺,大大缩短了工艺流程:
| 工艺对比 | 传统涂层 施工工艺 |
新型熔接 涂层工艺 |
| 工艺流程 | 长 | 短 |
| 厂房面积 | 大 | 小 |
| 设备 | 多 | 少 |
| 电耗 | 多 | 少 |
| 耗材 | 多 | 少 |
| 人工 | 多 | 少 |
| 成本 | 高 | 低 |
| 工业固废 | 多 | 多 |
| 危险废物 | 多 | 少 |
| 环保问题 | 多 | 少 |
1. 基材处理:除油、除锈和除污等。
2. 涂料预备:
可用水进行稀释至合适的施工粘度,如喷涂粘度推荐25-35S。
3. 喷涂方式:
空气喷涂:选普通喷枪(重力式、压力式、虹吸式)即可。
条件如下所示:
● 喷枪口径:0.8~1.5mm;
● 喷枪压力:2.0Kgf/cm2~4.0kgf/cm2
● 喷涂距离:15~25cm
4. 工艺:
● 喷涂环境应相对干燥,通风,无尘,降低因环境因素影响到喷涂的质量。
● 喷涂前用水将涂料稀释至合适粘度,使用100-200目丝网过滤。
● 喷涂厚度控制在30-100um。
● 喷涂时要注意涂膜均匀、平整、涂膜厚度:
过薄遮盖不好,过厚易流挂,起泡。
● 可用水清洗工具和器材。
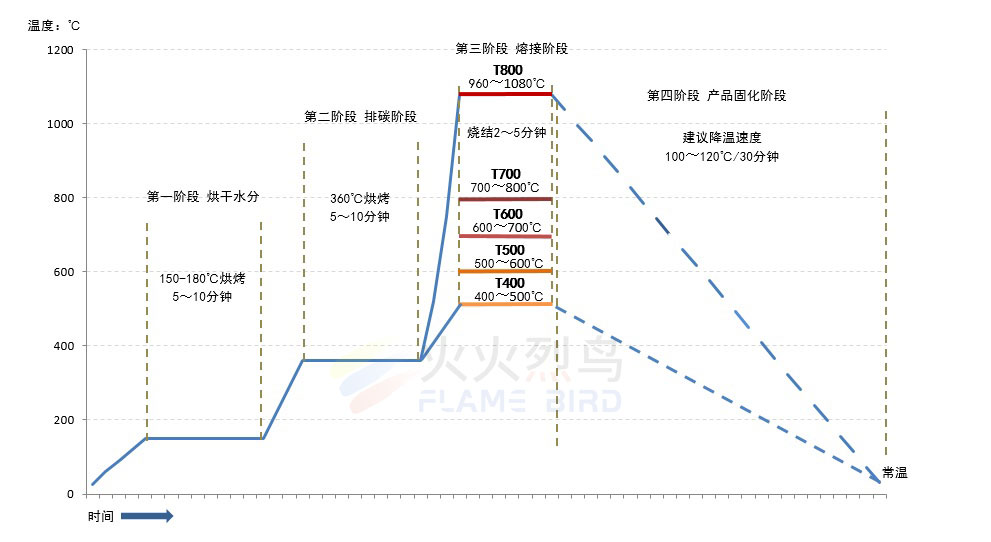
5. 烧结工艺:
烧结过程工艺温度示意图参考
该产品用于各种铁金属基材:低碳钢、铸铁、不锈钢及铁合金等

高温工业窑炉

工业高温管道

炉头

重卡发动机涂层

免费领取样品
Copyright © 2008-2022 安米微纳新材料(广州)有限公司 版权所有 粤ICP备17039121号
免责声明:本站旨在分享特种涂层的相关知识和资讯。大部分图文来自本公司,小部分来自网络等。其中来自网络等的版权归原作者所有。
对于站内的新闻资讯图文,本公司不表示赞同其观点,也不对其真实性负责。如果您认为有侵权,敬请通知我们,我们马上处理。